|
Issue 13 Autumn/Winter 2009
Page 4 Owners Tips
|
|
|
2009 sailing 'Shellicky Bookey' Syringa Wild Affair Scran Bag! Moonraker |
|
|
|
|
|
Thoughts on building in Steel?
Hello John,
Thanks for your data CD-- it was good to look at the scans. My information about "Corten" steel is that although it is low carbon , and hence potentially having a very low corrosion rate, it contains copper, so it rusts in a most irresponsible way, being even worse in seawater... Getting it is possible, but it is obscure stuff, and welding it gets a bit too complex( different rods etc-- a science all on its own). It seems to make more sense on deck, as the original thinking is that Corten rusts out of water, by forming a thin patina over the site of the corrosion, so theoretically sealing it off from the water and salt and oxygen needed for rusting-- but this patina just gets washed away by significant water surges-- so it is a disaster afloat, or near...though some people were apparently happy-ish with it, there seems to be little pattern to it's real world traits? Corten is high tensile, and according to my info, it is 25% better in terms of its fatigue / endurance limit than the ordinary U.S. spec A36 grade steel , which is basically the same as our current S275 steel(?)... basically, old British Standard 4360, 43 series steel-- which rusts a bit slower than the American stuff, due to apparently a lower Carbon content, which is still on the high side. Of note, the "Angel Of The North" is made of Corten , presumably because no-one wants to paint it-- Corten sees uses in places where you cannot rely on paint much, so it is really for the civil engineers...in my eyes. Corten is a trade name, and there are said to be others... Current standard British/ European steel is S235= arguably the old "40" series steel that I talked of, and basically almost unheard of today, and S275= our standard steel, high tensile being S355, the numbers referring to yield strength, in metric units, "S" is Structural Grade, and letters used in the designations are just references to temperature vs. brittleness...the old Liberty Ship problem, or part of it. "JR" designated S275or S355 is ok, or for cooler conditions... "R" refers to room temperature=20 degrees, with a minimum impact with a sharp edge, of 27 joules-- I used to know what that was in English. I think that one joule is a weight of one kilogram hitting at one metre per second. As it gets colder, then the steel shatters/breaks with a lesser impact, becoming unusable or undesirable at Arctic temperatures, the only real answers are to reduce stress/ trauma to the structure, or to use better steel---Better steel costs, and the more exotic is it's low temperature "toughness" to impact (i.e. brittleness resistance), then the more grain-refining, obscure and expensive elements are needed in the blend...it costs... the welding gets more awkward, but MIG basically does it all well enough here, as standard, apparently. The welding needs to use alloys that are at least as good in all respects to the metal being fabricated easily. I also like the basic idea that steel in it's standard state has for all practical purposes, the same strength in all directions-- I think steel boats are potentially the easiest to understand, though the rust-thing terrifies many, even me. MIG welding is up to it, in all main uses here, and we are advised that all (?) welded structures that are subject to variable/dynamic loading(= a boat), must use "Low Hydrogen " welding, as Hydrogen left in the weld is a theoretical and practical weakness in the weld...but it is much more of a problem with thicker steels than are ever likely to be used for a boat.--- so does it really actually need to be low hydrogen , or is this just an aspiration? Again , MIG welding does it all, as standard. We are told that it is possible to be ok as a mig welder in 3 days training from scratch, and in 3 weeks for arc welding-- Liberty Ships were reputed to have been welded up by American "housewives", and even with a few problems, it all worked out in practice. Not having stringers makes welding with a MIG easier, to my mind, as the MIG gun is awkward to use-- I have just a little experience of car bodging with a MIG to worry here. I have some of my "knowledge " from an American book , called "Boat Strength" by a certain Dave Gerr, who is a boat designer and academic. This book is/was available from the used and new bookshops online... a lot cheaper than my copy, which I foolishly bought via an ordinary big high street bookshop, and it took months to arrive, at a stupid price. This book might be of interest to your members, as it gives a pretty clear account of most things, in a simplified and easy to grasp way( I seem to have grasped the issues-- so the author must have done a brilliant job!). Most of the outcomes, including steel scantlings are covered and he uses a simplified method , using simple graphs , to read off strengths needed etc. From memory, the Waterwitch (wood?) comes in at a reading of around 1.0, so you can just read it from the graph--even I can do it. A steel version would be little different. For those good with a calculator, then that works well too. It is not light reading, but it translates into our use of English well. I now find that I have lost my CD of the Eventide, and the steel version of that is also a candidate for my attention ( Gerr's Scantling Figure : 0.65, from memory). Replacement sent!Gerr's use of a simplified scantling concept might just be a variation on Lloyds Rules etc, but it seems that such data is either too obscure to be readily available, or equates to a trade secret!--- so I don't know about Lloyds/ABS etc. Last I heard, the cost of Lloyds rules on CD was £200... years ago. My mindset concerning the steel thickness needed is simply, to guess the rate of corrosion (said to be perhaps 0.64 mm per year, per surface, but for what steel and for what Carbon content? ), and use the yield strengths quoted to work out a minimum figure for a safe thickness of corroded steel, ideally being helped out by knowing the endurance limit of steels available--- not much news online about this, or so it seems?-- why? Standard light-ish scantlings might have a safety factor of X 3, or more, heavy duty being maybe X5... Then I become concerned about the old idea of seeing relative rigidity going up in a cubic relationship to the increase in thickness... we want stiffness against water pressure etc-- I do not want to sound as if I am lecturing someone who has far far more practical experience than I will ever have! We are told that welding of steel is theoretically 100% efficient, unlike Aluminium's 85%, so follow the simple rules about where to put weld seams, and I am in business. Since it is a true monocoque structure, then my view is that its ability to operate in a weakened state is reassuring. It is also said to get stronger if it dents...if hitting anything afloat is a possibility, then why not do it in a steel boat== inherently a rigid and reliable structure! People seem afraid of the idea of replating a few bits , now and then, but if you have built it in the first place, then why worry? Spot-welding into rust pits is an official wheeze too...apparently. Steel boats should be tough first , and then pretty? Conventional wisdom about the Steel Waterwitch might be that since , as standard, there are no longitudinals, then it is too much to ask for a fair hull, bit I am not such a believer. I don't think it pays to be "neurotic" about the details, as I see this design as very much a get-you-there mentality...it is attainable. I have invested in a cheap and possibly unreliable Chinese-made plasma cutter etc, and it occurred to me that if one does go down the route of using stringers/longitudinals, then chop them out of steel plate instead of bending them-- which sounds inherently inaccurate, and no fun. Gerr et al seem to specify non-standard sizes of structural members, so making your own class of reinforcement gets very easy to do... just fire up the plasma cutter? I remember seeing a picture of a black-hulled steel Waterwitch, on your website, that might still be there, and it had clearly a split-pipe(?) welded to the hull just above and parallel to curved the chine-line, which gives it a good feeling-- it means business, and for worriers about a chine without a chine-bar, then this seems to sooth worries, at least to me, and it might help to control the possibly excessive restraint(?) in the chine, if the wrong/inappropriate steel grade gets used--or there again, the welding heat might make it worse-- I might just need to try it out to find out? I have found a design for a 3-piece plywood praam dinghy, that nests, and it fits into the footwell of the cockpit--just(?).... being 54" X 32", nested...72 pounds weight , and designed for children it has to be said, but why not go for a swim? I also have other bigger designs of 3-section plywood nesters lined up, that are a bit more responsible, and would do nicely on davits, now and again. Held together with simple strap-metal "hooks". Light in weight. Also, I am no expert, so anyone can challenge me, to suit. Regards, Stuart McLeod stuartmcloed at tiscali.co.uk |
|
|
If anyone has any comments and can assist we would like to hear, as would Stuart of course. |
|
|
************************************************************ |
|
|
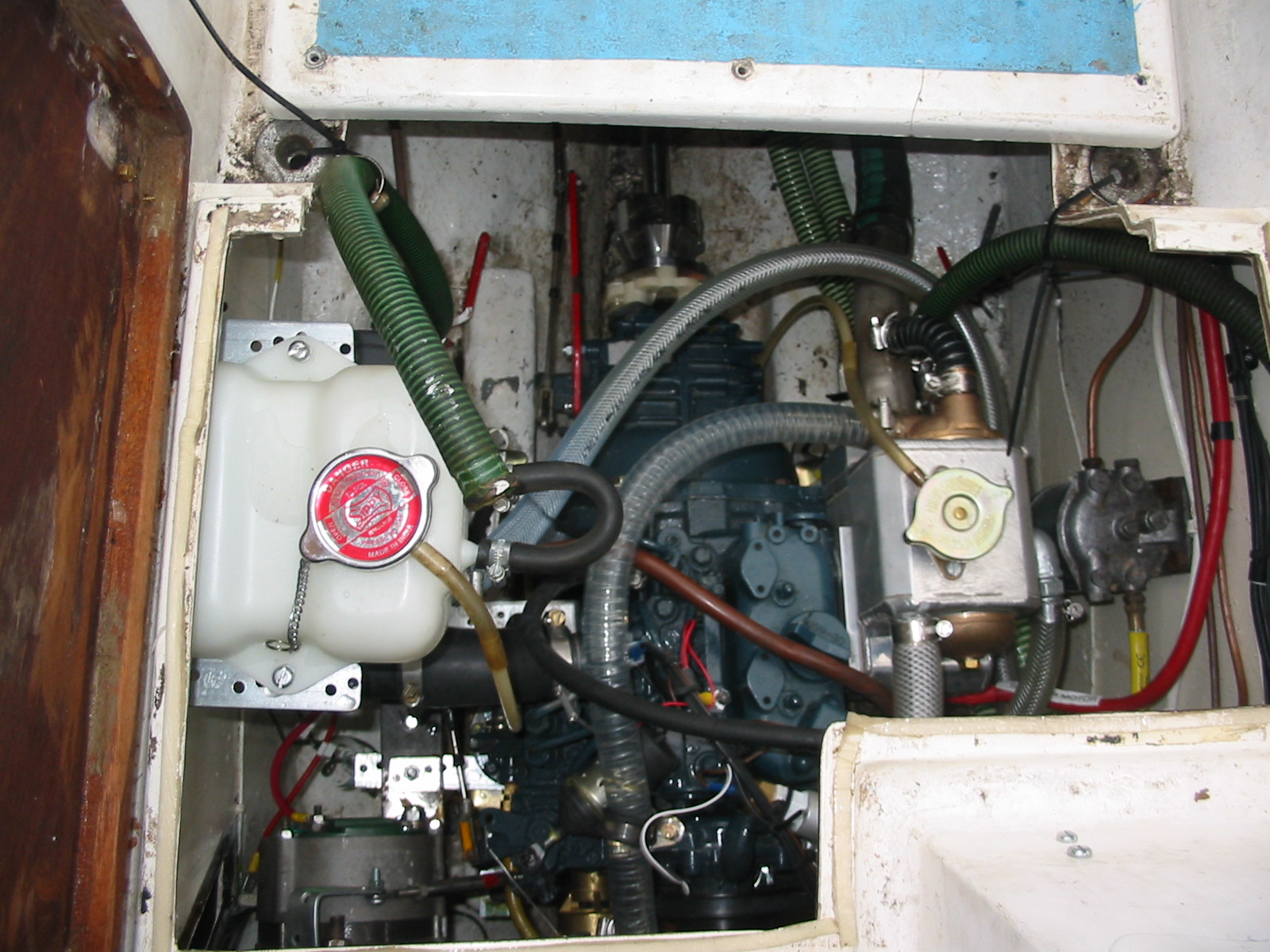
Marinising a Kubuto!
Just a short missive on the installation processes for Moonbeam's engine
change over.
The existing unit is a Farymann K34 marine
engine which despite a large sum of money spent on it's restoration failed
to provide reliable power. Too noisy, smelly and oily, this unit was rescued
from destruction being neglected and flooded for a long time. Many spares
were no longer available to complete a satisfactory unit and after all that
it leaked oil at 1/2 litre per hour???
The replacement unit is a two cylinder Kubota
Z482 super mini diesel unit-, second-hand, coupled to a Hurth 100 marine
gearbox and an indirect cooling system, cooled by raw water fed by a JOHNSON
pump ,driven via the camshaft. The marinisation kit was purchased from Stephen
Peel of Chatham who provided a splendid service.
The old unit was lifted using a block & tackle
(main sheet), attached to the mast (in the resting position on crutches
fore & aft. The engine lifted out of its beds quite easily and swung over to
the Port side bench in the cockpit. An A frame, which is normally used for
mast raising, single handed!!, was sited along side the boat . With Mainsheet attached to the apex, the
Farymann was swung out and lowered to the jetty, see photo 2973 THE REPLACEMENT engine (Kubota) was then lifted
into position using the same procedure as before but in reverse order. The lining up process was arranged by
suspending the engine on 2 blocks & tackle at either end of the engine and
then lowering into an approximate position. Previous to all this a new prop-shaft coupling
had been fitted to shaft and then pulled back into the stern gear to allow
plenty of space to work. The Bridge Deck had also been cutaway & saved for
reinstallation afterwards, The unit's mountings were located on the engine
bearers and brackets to be fitted to the crankcase and bell housing
were fashioned to suit. After fitting the brackets to the engine
etc, the alignment process began by adjusting the relevant positions of the
prop-shaft coupling and mating the part, a ,flexible coupling on the
engine, to the prop-shaft coupling according to the manufacturers
instructions , in total all the preceding work had taken just 3days for 2
men. Ancillary equipment was then mounted, new loom
from control panel, also per-fabricated earlier, Heat exchanger and plumbing
etc. The engine was run up, for an hour long heat
test run in gear and 1/2 throttle achieved a satisfactory result. Since then the engine has done a few more
trials and pushes the yacht along at a good 5.5 knots with power to spare.
At normal cruising just sips diesel at approx 1 litre per hour. Steve's no is 01634 682775, he
is based near Chatham, in fact between Maidstone & Chatham. Steve is
extremely helpful and a pleasant man to deal with. He will supply all
new engines if you wish, I was saving money by building it up from a kit of
parts myself. David Cooper |
|
|
************************************************************ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|